









 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐
恭喜,你发布的帖子


发布于 2024-08-06 22:40:27
4楼
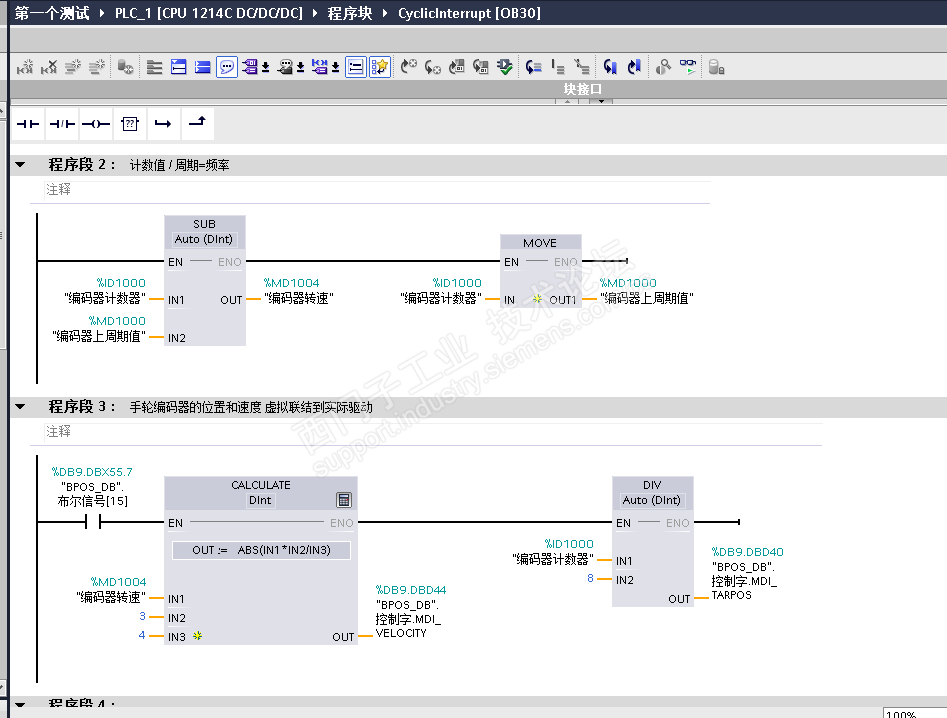
可以参考cnc的手持编码器控制伺服电机动作,它的原理是这样的:
推杆机构连接编码器,接入plc高速计数器通道,你需要的是速度同步+位置同步,v90就选111报文(定位控制),绝对定位模式下的连续定位。
高速计数器反馈推杆当前位置,把这个位置通过选通开关给到v90目标位置;同时,用循环中断(10ms就行,略大于2倍总线周期)的新旧当前编码器位置,计算出编码器的速度值,给到v90绝对定位的速度值(这个单位是1000lu/min)。
总结起来就2点:1,v90在位置控制模式下的绝对定位,且连续定位允许;2,编码器高速计数器测量推杆当前位置与当前速度,换算成相应单位给v90连续定位。
做起来很简单的。
请填写推广理由:

分享
只看
楼主









