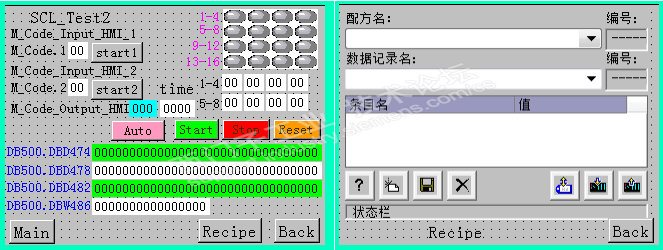
测试说明:
1、编辑PLC程序后,在HMI上输入M01--M99代码,执行相应动作。
2、S7-300 PLC不同于NC系统,相当于用户自己编辑M01--M99功能。
3、M代码测试分手动、自动测试。
4、用户自定义M代码功能测试,配方功能测试。
硬件及软件说明:
1、step7 V5.6+SP2,Wincc flexible 2008 SP5 Upd2。
2、CPU 317-2PN/DP,6ES7317-2EK14-0AB0/V3.2。
OP177B PN/DP,6AV6642-0DA01-1AX1。
1、运用说明。
1) 对于深孔钻设备,刀具运行到不同位置时转速、倍率不一样。参考M功能的编辑,可以增加类似F功能,将一些参数如转速、倍率同M代码编辑在一块使用。
2) 对于测量设备,如工件有8个尺寸需要测量,先后顺序可以灵活变动,使用M功能可以更加方便,若是不需要某一动作,可以取消执行相应M代码。
 M_Code_1_FB500.pdf
M_Code_1_FB500.pdf
FC500.pdf
241016_S7-300_人机界面上M代码功能测试.pdf



















 西门子商城
西门子商城 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












