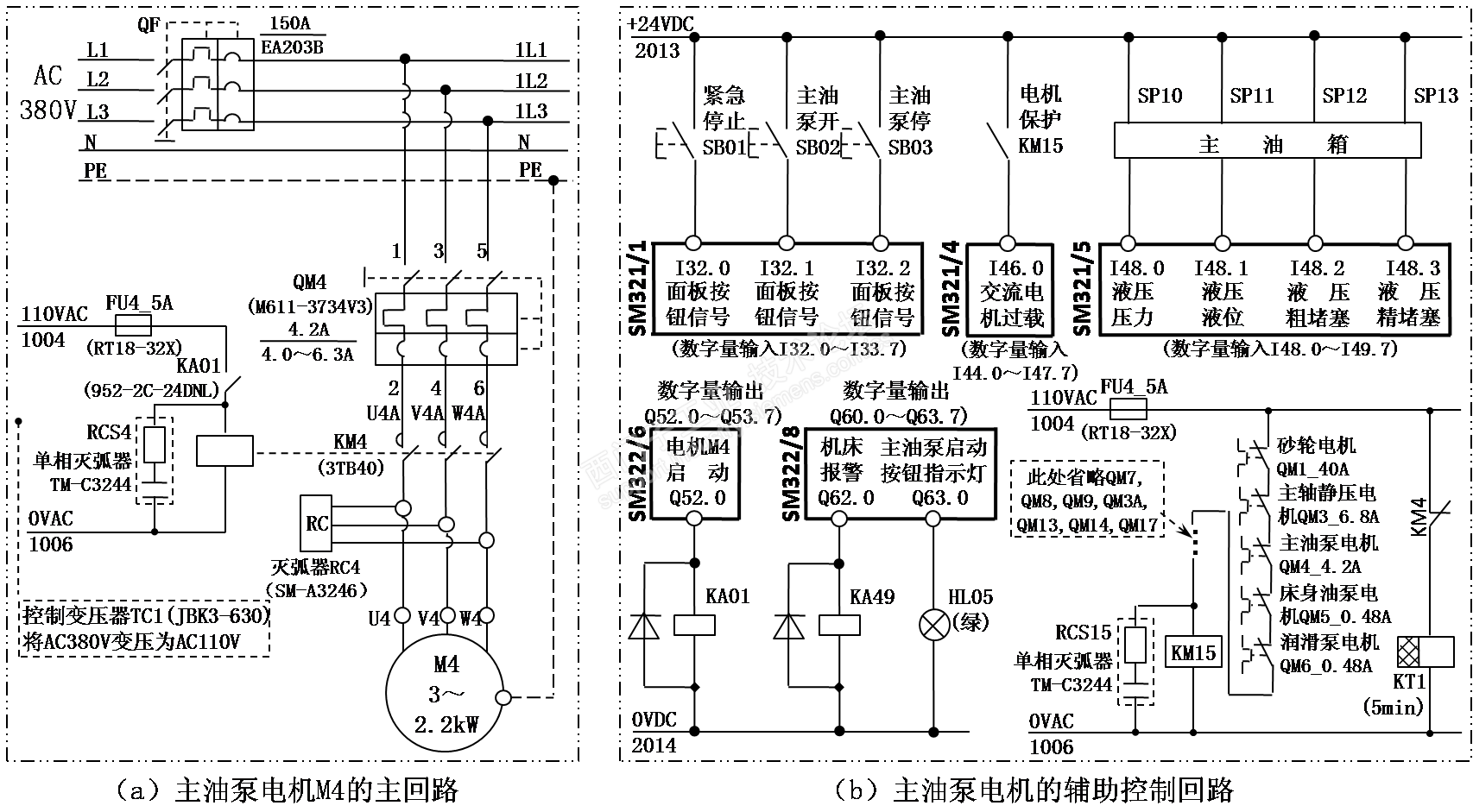
1、机床主油泵电动机启动/停止的控制:
在确认所有电气连接正确无误和电控柜内配电板上所有自动开关均在“通”位置上及所有熔断器完整完好的前提下合上电源总开关QF(150A)将3相AC380V电源引入机床SINUMERIK 810D系统启动且控制面板上的所有指示灯点亮5秒钟NCK通过接口DB10.DBX104.7和DB10.DBX108.7向S7-300PLC(CPU315-2DP)分别传送NCK-CPU就绪信号和NC就绪信号辅助线圈M0.0通电以用于PLC的后续逻辑处理按下控制面板上[主油泵开]绿色带灯按钮SB02(AR22FOP-10E3G)时S7-300PLC的输入信号I32.1接通依次经过主油泵开辅助线圈M25.0和主油泵运行辅助线圈M70.0的媒介逻辑处理后Q52.0线圈通电保持并向机床侧输出信号中间继电器KA01线圈(DC24V)得电其常开触点闭合接触器KM4线圈(AC110V)得电其主触点闭合主油泵电动机M4接通3相AC380V电源而旋转并带动变量叶片泵一同运转以重复吸油和压油过程伴随着M70.0的通电保持[主油泵开]按钮的指示灯辅助线圈M70.7被赋值为1状态Q63.0线圈通电保持并向机床侧输出信号控制面板上[主油泵开]按钮SB02的指示灯点亮呈绿色当按下[主油泵停]红色按钮SB03(AR22FOY-11R)或[紧急停止]红色蘑菇头按钮SB01(A22V2R-01R)时S7-300PLC的输入信号I32.2和I32.0将分别对应接通并使主油泵停辅助线圈M25.1和紧急停止辅助线圈M2.1对应赋值为1状态以用于后续逻辑处理处于通电保持状态的M70.0和M70.7被赋值为0状态(失电)相应的Q52.0和Q63.0被赋值为0状态而停止向机床侧输出信号KA01线圈断电使其处于闭合状态的常开触点呈断开状态且按钮SB02的绿色指示灯HL05熄灭AC110V电源停止向KM1线圈供应使其处于闭合状态的主触点断开主油泵电动机M4停止旋转机床的液压系统停止工作。
2、PLC程序——FC51〃辅助线圈NCK-PLC〃
程序段1:NCK-CPU和NC就绪并传送至PLC后辅助线圈M0.0得电
A DB10.DBX
104.7 //串联NCK-CPU就绪信号常开触点
A
DB10.DBX 108.7 //串联NC就绪信号常开触点
=
M 0.0 //辅助线圈M0.0得电内部逻辑工作
程序段3:
//M0.0=1时利用FC50的局部数据区L1.0存储该块的临时数据
A M 0.0 //串联M0.0常开触点(NCK-CPU和NC就绪)
= L 1.0 //临时数据存储至局部数据区L1.0
A L 1.0 //串联局部数据区L1.0常开触点
A "主油泵开" //串联I32.1的常开触点
= M 24.5 //M24.5赋值为1状态用于FC54逻辑处理
程序段4:与主油箱有关的输入信号送至PLC中
//M0.0=1时利用FC50的局部数据区L1.0存储该块的临时数据
A M 0.0 //串联M0.0常开触点(NCK-CPU和NC就绪)
= L 1.0 //临时数据存储至局部数据区L1.0
//按下面板上[主油泵开]按钮,M25.0=1
A L 1.0 //串联L1.0的常开触点
A "主油泵开" //串联I32.1的常开触点
= "oil pump on" //赋值M25.0(主油泵开辅助)为1状态
//按下面板上[主油泵停]按钮,M25.1=1
A L 1.0 //串联L1.0的常开触点
AN "主油泵停" //串联I32.2常闭触点
= "oil pump off" //赋值M25.1(主油泵停辅助)为1状态
//主油箱的液位正常时,M25.2=1
A L 1.0 //串联L1.0的常开触点
A "液压液位" //串联I48.1的常开触点
= "level of hydralic"//赋值M25.2(液压液位低辅助)为1状态
A L 1.0 //串联L1.0的常开触点
A M 0.0 //串联M0.0常开触点(NCK-CPU和NC就绪)
= "all ready1" //赋值M25.3(主油泵准备好1辅助)为1状态
//主油箱粗过滤器未堵塞(I48.2=0)时,M25.4=1
A L 1.0 //串联L1.0的常开触点
AN "液压粗堵" //串联I48.2的常闭触点
= "hydralic rough block"//赋值M25.4(液压粗堵塞辅助)为1
//主油箱精过滤器未堵塞(I48.3=0)时,M25.5=1
A L 1.0 //串联L1.0的常开触点
AN "液压精堵" //串联I48.3的常闭触
= "hydralic fine block" //赋值M25.5(液压精堵塞辅助)为1
//主油箱液压压力正常时,M25.6=1
A L 1.0 //串联L1.0的常开触点
A "液压压力" //串联I48.0的常开触点
= "pressure of hydralic" //赋值M25.6(液压压力辅助)为1
A L 1.0 //串联L1.0的常开触点
A M 0.0 //串联M0.0常开触点(NCK-CPU和NC就绪)
= "all ready2" //赋值M25.7(主油箱准备好2辅助)为1状态
程序段9:Q62.0=1使KA49线圈得电常开点闭合,机床报警灯EL4点亮
//M0.0=1时利用FC50的局部数据区L1.0存储该块的临时数据
A M 0.0 //串联M0.0常开触点(NCK-CPU和NC就绪)
= L 1.0 //临时数据存储至局部数据区L1.0
//M60.2=1时PLC向机床侧输出Q62.0=1
A L 1.0 //串联L1.0的常开触点
A "machine alarm" //串联M60.2的常开触点
= "机床报警" //赋值Q62.0=1并向机床侧输出
程序段10:Q52.0=1使KA01线圈得电常开点闭合KM1线圈得电主触点闭合
//M0.0=1时利用FC50的局部数据区L1.0存储该块的临时数据
A M
0.0 //串联M0.0常开触点(NCK-CPU和NC就绪)
=
L 1.0 //临时数据存储至局部数据区L1.0
//主油泵运行辅助M70.0=1时PLC向机床侧输出Q52.0=1
A
L 1.0 //串联L1.0的常开触点
A
"oil pump run"
//串联M70.0的常开触点
= "油泵开" //赋值Q52.0=1并向机床侧输出
//M70.7=1时PLC向机床侧输出Q63.0=1,[主油泵开]按钮灯HL05点亮
A
L 1.0 //串联L1.0的常开触点
A
"ind of oil pump" //串联M70.7的常开触点
= "油泵开按钮指示灯" //赋值Q63.0=1并向机床侧输出
3、PLC程序——/FC32〃控制辅助处理〃
程序段1:主油泵电机M4的启/停控制辅助处理
A M 0.0 //串联M0.0常开触点(NCK-CPU和NC就绪)
= L 0.0 //临时数据存储至局部数据区L0.0
//按下面板上[主油泵开]按钮后主油泵运行辅助M70.0=1并自锁
A L 0.0 //串联L0.0的常开触点
A( //逻辑与嵌套开始
O "oil pump on" //并联M25.0常开触点(主油泵开按钮I32.1=1)
O "oil pump run“//并联M70.0常开触点以自锁[主油泵开]按钮
) //逻辑与嵌套结束
A "oil pump off" //串联M25.1常开触点(主油泵停按钮I32.2=1)
A "emergency stop"//串联M2.1常开触点(紧急停止按钮I32.0=1)
= "oil pump run" //赋值M70.0(主油泵运行辅助)为1状态
//M70.0=1时[主油泵开]按钮指示灯辅助线圈M70.7=1
A L 0.0 //串联L0.0的常开触点
A( //逻辑与嵌套开始
O "oil pump run" //并联M70.0的常开触点
ON T 22 //并联T22的常闭触点
) //逻辑与嵌套结束
= "ind of oil pump" //赋值M70.7(按钮灯HL05辅助)为1状态
程序段7:
//M0.6=1(T22延迟8s)时利用FC32的局部数据区L0.0存储该块的临时数据
A M 0.6 //串联M0.6的常开触点
= L 0.0 //临时数据存储至局部数据区L0.0
//M25.2=0(I48.1=0)时PLC向MMC传送"700061:主油箱液位低报警"
A L 0.0 //串联L0.0的常开触点
AN "level of hydralic" //串联M25.2的常闭触点
AN DB20.DBX 87.5 //串联DB20.DBX87.5的常闭触点
= DB2.DBX 187.5 //PLC向MMC传送AL700061报警信号
//M25.4=0(I48.2=1)时PLC向MMC传送"700062:主油箱粗过滤器堵塞报警"
A L 0.0 //串联L0.0的常开触点
AN "hydralic rough block" //串联M25.4的常闭触点
AN DB20.DBX 87.6 //串联DB20.DBX87.6的常闭触点
= DB2.DBX 187.6 //PLC向MMC传送AL700062报警信号
//M25.5=0(I48.3=1)时PLC向MMC传送"700063:主油箱精过滤器堵塞报警"
A L 0.0 //串联L0.0的常开触点
AN "hydralic fine block" //串联M25.5的常闭触点
AN DB20.DBX 87.7 //串联DB20.DBX87.7的常闭触点
= DB2.DBX 187.7 //PLC向MMC传送AL700063报警信号
//M25.6=0(I48.0=0)时PLC向MMC传送"700018:主油箱压力低报警"
A L 0.0 //串联L0.0的常开触点
A T 44 //串联T44(20秒)的常开触点
AN "pressure of hydralic" //串联M25.6的常闭触点
AN DB20.DBX 82.2 //串联DB20.DBX82.2的常闭触点
= DB2.DBX 182.2 //PLC向MMC传送AL700018报警信号
4、PLC程序——/FC30〃机床报警信号处理〃
程序段1:接通延时定时器T22(8s)
A M 0.0 //串联M0.0常开触点(NCK-CPU和NC就绪)
L S5T#8S //预置值8s送入ACCU1
SD T 22 //延时定时器T22(8s)的线圈"通电"
NOP 0 //空操作指令
程序段3:接通延时定时器T22(8s)
//M0.6=1(T22延迟8s)时利用FC30的局部数据区L0.0存储该块的临时数据
A M
0.6 //串联M0.6的常开触点
= L
0.0 //临时数据存储至局部数据区L0.0
//M60.3=1时机床报警辅助线圈M60.2得电以使Q62.0=1
A
L 0.0 //串联L0.0的常开触点
A( //逻辑与嵌套开始
O M
60.3 //并联M60.3的常开触点
ON T
22 //并联延时定时器T22(8s)的常闭触点
) //逻辑与嵌套结束
= "machine
alarm" //赋值M60.2(机床报警辅助)为1状态
A
L 0.0 //串联L0.0的常开触点
A( //逻辑与嵌套0开始
O( //逻辑或嵌套1开始
L DB2.DBW
182 //数据字DBW182装载至ACCU1,AL700016-23
L
0 //预置值0送入ACCU1,DBW182的值送ACCU2
<>I //据选择类型“ACCU1不等于ACCU2”进行比较
) //逻辑或嵌套1结束
…………中间省略了对DB2.DBX180和DB2.DBX181以及
…………
DB2.DBX183~DB2.DBX187的比较处理
) //逻辑与嵌套0结束
=
M 60.3 //赋值M60.3(M60.2的辅助)为1状态










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












