西门子S7-1214C扩展板CB1241与安东LU1200数据记录仪的RS485通讯
为配合宝马考评整改的工艺要求,要求部分设备具备生产设备一些数据的显示和数据记录,因此,我根据工艺要求,结合目前工厂设备的实际,选配部分记录仪设备。
具体工艺要求:
1)增加锻压机闭式模具在生产过程中的实际在线温度检测并记录;
2)增加中间毛坯炉,出料温度的在线检测和记录;
3)增加锻压机的工作行程和压力显示并记录。
根据部分工艺要求,我选择了福建厦门安东LU1200的4通道数据记录仪,作为现场温度及行程、压力信号的采集。并就近将在线信号,通过RS485接口连接到工厂的profibus DP系统的设备上,其中,锻压机辅助设备喷墨机械手的控制配置是S7-200 (226CN),具备2个RS485通讯口,可以利用其中的一个口,采集部分现场信号。同时,在中央控制的主站控制柜,新增加一个S7-1214C+CM1242-5的从站,将新增加的数据上传到公司的OA系统上,进行记录,数据的双重记录,确保了数据不易丢失的同时,也可以使数据共享。
RS485通讯验证:
1)硬件连接:
西门子S7-1214C+CB1241 安东LU1200数据记录仪
T/RA 10#端子 B
T/RB 9#端子 A
2)通讯程序:
1)新建测试项目,连接硬件,图示1:

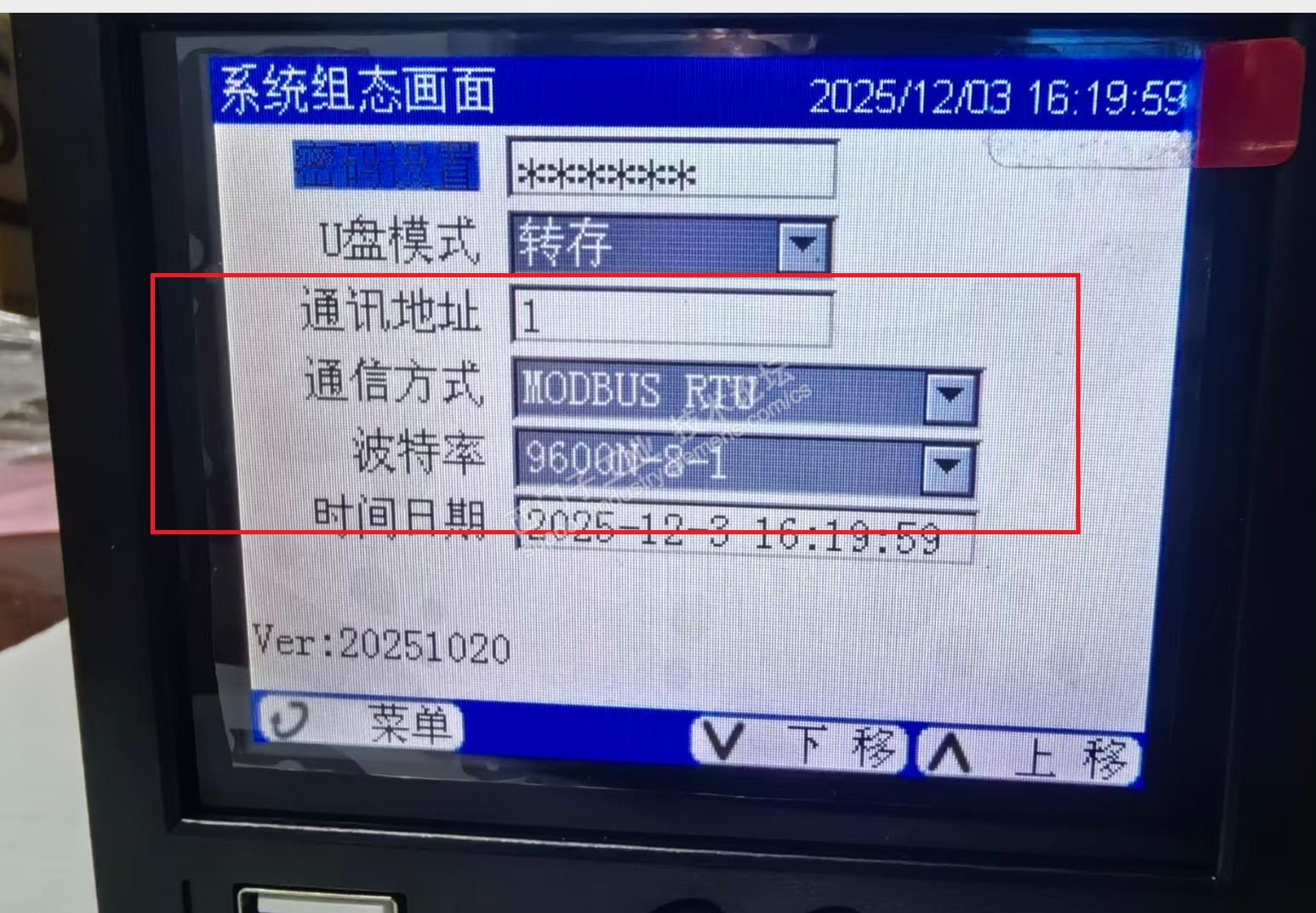
2)根据数据记录仪的通讯参数,设置RS485参数,图示2、3:

3)编写读取4个通道的数据,图示4:
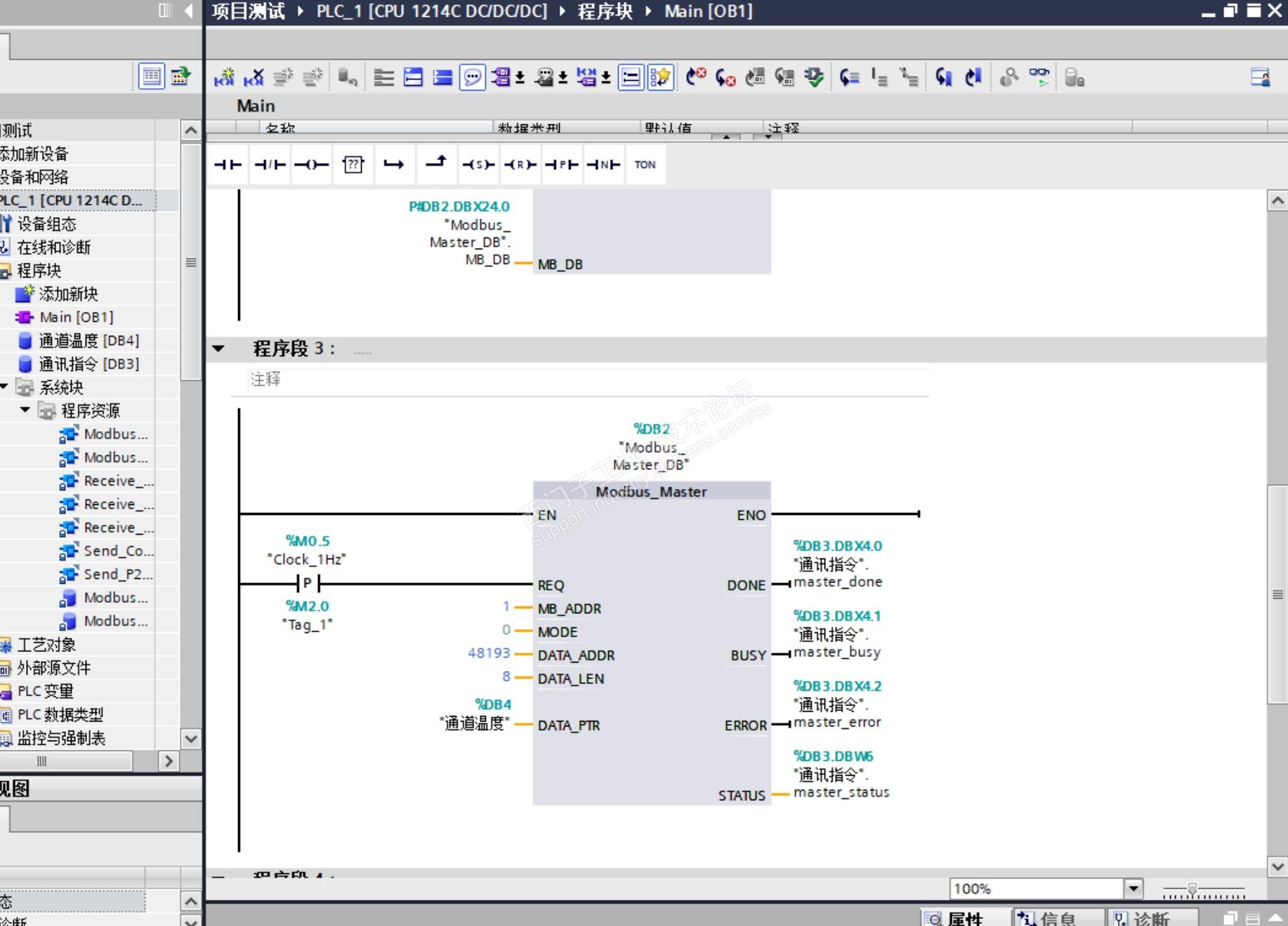
4个通道的数据,起始寄存器地址16#2000,折算到西门子侧的寄存器DATA_ADDR = 48193,每个通道的数据是浮点数,占2个字长。DATA_LEN = 8。
4)新建数据DB4,将程序下载到cpu中,并启动监控,图示5:

数据能够顺利读取上来,说明硬件连接与通讯程序正确。
程序仅供参考。
2025年12月3日星期三下午整理










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐










