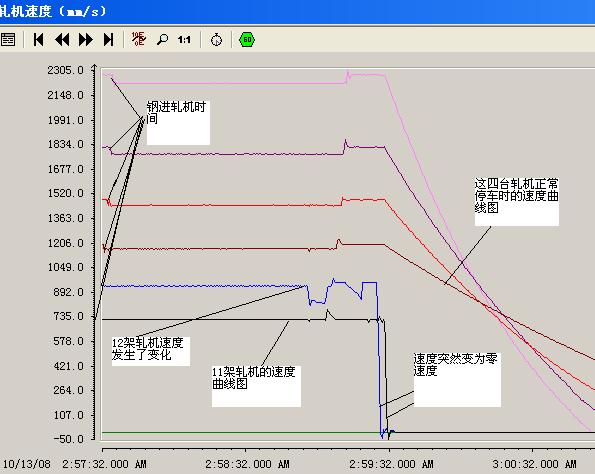


图三为图的放大后,图一的进钢时间为轧机带负荷运行,因为是连轧,所以11架先进钢,即先带负荷,后12架进钢,后面以此类推.最后钢走完后,应11架负荷先离去,速度应有点升(即或与带负荷时比较),从速度图上可以看出,在钢未出11架时,12架那时钢也没有出来,但是其速度突然下降了60多,但后面速度又升起来了,并出现了振荡,就是这点速度的变化,导致发生了生产事故.电流的变化我是这样理解的,由于速度的变化,导致11架与12架之间堆钢,即11架负荷大了,电流就变大了,12架速度降了,又由于11架给12架向前的推力,使其负荷变小,所以电流变小.
事故发生后,检查11架,12架编码器,没有什么异常,并开始生产,至今没有出现这样的情况??12架的编码器是一个月前更换的新的.并校了同心度.现在就是不知道是什么原因引起12架速度变化了??
我个人认为:
一.12架轧机减速箱卡(具体原因可能是因为有异物在里面),导致电机短时的堵转,所以速度下降了,后面就会出现了速度的振荡(由于PID的速度调节).
二.编码器线路受到了干扰,导致信号反馈延迟,所以速度降下来了.
三.编码器出现了滑动,即随电机轴一起动了一下.(检查编码器时却没有发现有编码器转到的迹象).
我觉的第一和第三个原因可能性大.大家看图帮我分析一下是什么原因引起的12架轧机速度下降.



















 西门子商城
西门子商城 西门子中国
西门子中国


 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












