顺序功能图语言S7-Graph的特点
顺序功能图 (Sequential Function Chart) 是IEC 61131-3标准中的编程语言,用来编制顺序控制程序。在这种语言中,工艺过程被划分为若干个顺序出现的步,步包含控制输出的动作,从一步到另一步的转换由转换条件控制。STEP 7中的S7-Graph顺序功能图语言属于可选的软件包。用S7 Graph编写的程序以功能块(FB)的形式被主程序OB1调用。
所谓顺序控制,就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动地有秩序地进行操作。加工工业的生产过程最适合采用顺序控制。
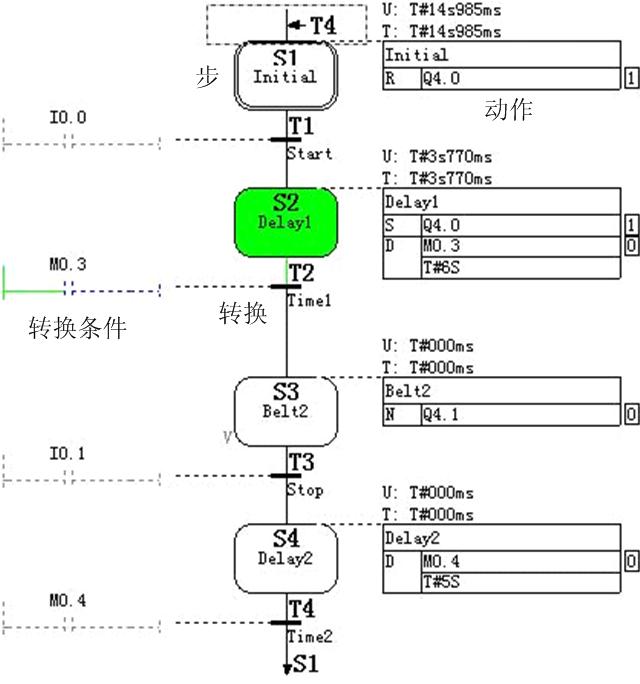
下面是用来控制上下两条运输带的顺序功能图的程序状态监控。步S2的动作框中的指令“D”表示延迟,6秒的延时时间到时,转换条件M0.3变为1状态。
S7-Graph的功能非常强大,可选多种参数集,动作中可使用多种指令,包括定时器指令、计数器指令和算术运算指令。可在动作中调用其他逻辑块,动作可以与互锁和多种事件结合,可以用S7-Graph编写具有多种工作方式的顺序控制程序。
综上所述,S7-Graph虽然入门容易,但是要想精通需要付出很大的努力。
现在还有相当多的PLC(包括S7-200和S7-1200)没有配备顺序功能图语言。可以用顺序功能图来描述工艺过程,用起动保持停止电路或置位/复位指令来编写顺序控制程序。
管理员注:本帖已被纳入此次探讨发帖整理,请
点此详阅。



















 西门子商城
西门子商城 西门子中国
西门子中国

 普通
普通

 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












