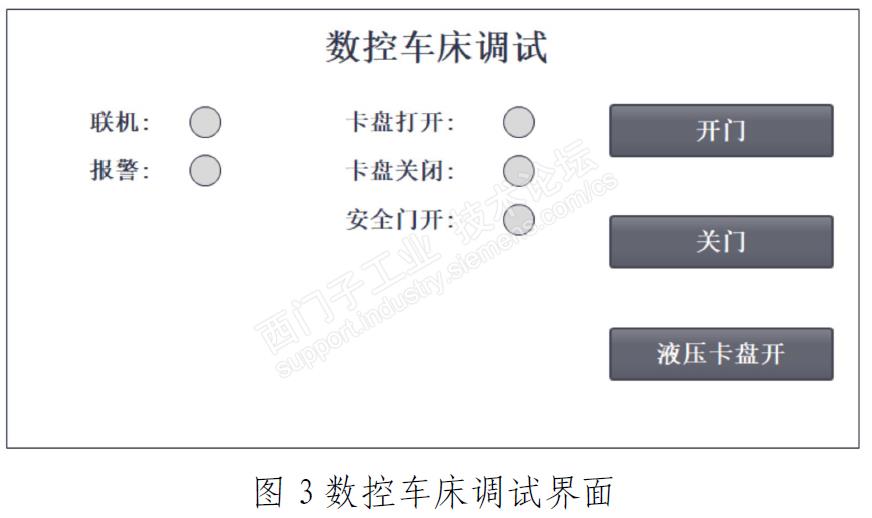
在图3所示的PLC端HMI上能够控制数控车床机床门的开关,能够显示机床门开关状态和卡盘状态;
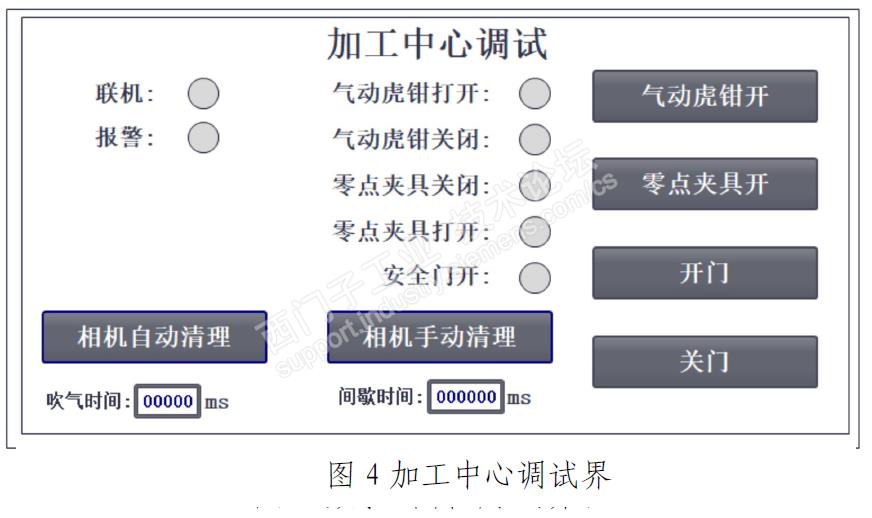
在图4所示的PLC端HMI上能够控制加工中心机床门的开关,能够显示机床门开关状态和夹具状态。能够HMI 实现吹气保持时间2秒和吹气间隔时间5 秒,实现机床摄像头的手动和自动清理。
IF "DI急停旋钮" THEN
"DO车床联机信号" := 1;
ELSE
"DO车床联机信号" := 0;
END_IF;
IF "hmi车床启动" AND "DI急停旋钮" AND NOT THEN
"DO车床启动信号" := 1;
END_IF;
IF "DI车床运行信号" THEN
"DO车床启动信号" := 0;
"hmi车床启动" := 0;
END_IF;
IF "hmi加工启动" AND "DI急停旋钮" AND NOT THEN
"DO加工中心启动信号" := 1;
END_IF;
IF "DI加工中心运行信号" THEN
"DO加工中心启动信号" := 0;
"hmi加工启动":= 0;
END_IF;
"DO车床卡盘控制信号" := "HMI车床卡盘" AND NOT "DI车床运行信号";
"DO车床防护门控制信号" := "hmi车床门";
"DO车床确认完成信号" := "DI车床加工完成信号";
"DO车床摄像头清洗电磁阀" := "hmi车床清洗阀";
"DO加工中心摄像头清洗电磁阀" := "hmi加工中心清洗阀";
"DO加工中心确认完成信号" := "DI加工中心加工完成信号";
"DO加工中心平口钳控制" := "hmi加工中心卡盘";
"DO加工中心防护门控制" := "hmi加工中心门" AND "DI加工中心运行信号";
"DO复位指示灯":="DI复位按钮";
IF "DI复位按钮" THEN
"DO加工中心启动信号" := 0;
"hmi加工启动" := 0;
"DO车床启动信号" := 0;
"hmi车床启动" := 0;
END_IF;










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐











